+373 22 60 24 06
г. Кишинев, ул. Варшавская 1, оф.1
079 362 446, +373 22 60-24-07
Ваш личный менеджер


+373 22 60 24 06
г. Кишинев, ул. Варшавская 1, оф.1
079 362 446, +373 22 60-24-07
Ваш личный менеджер
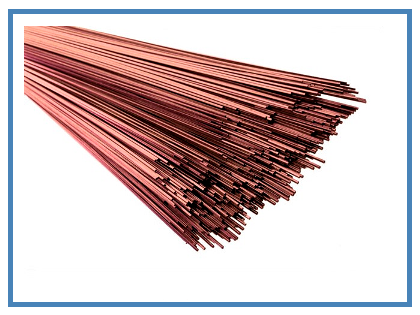
Пайка медных труб может осуществляться мягким и твердым припоем. Соединение металлов при пайке мягким припоем происходит при температуре 425 °С, твердым — 460–560 °С. Тип припоя определяется соотношением меди и других металлов в его составе. При наличии в составе припоя серебра его называют серебряным. Чем больше содержание серебра, тем ниже температура плавления припоя, лучше смачиваемость припоя и его обтекание места пайки. Хорошее качество пайки получается при применении медно-фосфорных припоев, но температура плавления их выше, а смачиваемость хуже серебряных. При пайке медь–медь медно–фосфорным припоем флюс не применяется. Для пайки медь–латунь, медь–бронза применяется флюс. Капиллярный зазор при использовании серебряных припоев должен быть 0,05–0,15 мм, при медно-фосфорных — 0,025–0,15 мм.